|

Завод базальтовых материалов в г. Покровске, Республика Саха (Якутия)
Рабочий проект «Реконструкция блочного цеха ПЗСМ под Завод базальтовых материалов» выполнен на основании задания на проектирование, утвержденного Первым заместителем генерального директора ОАО РИК (заказчик) Е.П. Жирковым.
При проектировании производства базальтовых утеплителей в г. Покровске в качестве плавильных агрегатов выбраны руднотермические электропечи РКЗ-2.5 и РКЗ-1.6, которые при производстве базальтовой ваты имеют существенные преимущества по сравнению с печами на газе – самый высокий энергетический КПД, хорошая управляемость технологического процесса, обеспечивает более низкую себестоимость базальтовой ваты.
При проектировании завода базальтовых утеплителей в г. Покровске рационально использованы имеющиеся площади блочного цеха, что позволило минимизировать капитальные вложения. В проекте применено лучшее технологическое оборудование современных отечественных разработок (с учетом отечественного и зарубежного опыта), успешно эксплуатирующееся на заводах. В проекте участвуют ведущие специалисты страны в области технологии производства базальтовых утеплителей.
Основная продукция и объемы производства:
№ п/п |
Наименование |
Объем |
Плотность |
Тонн в год |
1 |
Маты прошивные |
26,7 тыс.м3 |
75 кг/м3 |
2000 |
2 |
Маты на синтетическом связующем |
9 тыс.м3 |
65-85 кг/м3 |
450 |
3 |
Плиты теплоизоляционные марок |
|
|
|
ПП-125 |
61,9 тыс.м3 |
125 кг/м3 |
7250 |
ПМ-75 |
75 кг/м3 |
Производственно-логистический комплекс “Армакс Групп”, г. Воронеж
Проект цеха производства минеральной ваты мощностью 40,0 тыс. тонн в год готовой продукции, включая склад сырья с отделением обработки и отделением переработки отходов производства, в составе «Производственно-логистического комплекса “Армакс Групп”» в г. Воронеже.
В настоящее время минеральную вату производят путем расплавления минерального сырья в следующих плавильных печах: в традиционной вагранке (шахтной печи), в газовой ванной печи и в электропечи. В печах различных типов применяют разные способы расплавления сырья: в вагранке минеральное сырье загружают вместе с топливом (обычно коксом), в газовой ванной печи сырье расплавляют теплом сжигаемого газа или жидкого топлива, в электрических печах электроэнергия передается в расплав через электроды.
В качестве плавильного агрегата выбрана руднотермическая печь РКЗ-6.3. Электротермия характеризуется следующими благоприятными условиями протекания металлургического процесса, которые свойственны, как правило, только электроплавке:
- герметичное оборудование, нормальные условия при обслуживании печи;
- наиболее высокий тепловой к.п.д. среди металлургических агрегатов;
- малый объем технологических отходящих газов;
- высокая удельная производительность;
- малый выход оборотных продуктов;
- быстрое достижение и поддержание требуемой температуры;
- высокая степень управляемости технологическим процессом;
- высокий уровень механизации и автоматизации процесса.
Кроме того в проекте логично предусмотрена барабанная нагревательная печь, для предварительного нагрева шихты до 800ºС, что позволяет, во первых выполнить декарбонизацию доломита до попадания его в плавильную печь и тем самым сократить выделение газов, и во вторых, снизить расход электроэнергии на получение расплава в электропечи.
В качестве линии по производству минеральной ваты вполне обоснованно выбор пал на одну из ведущих компаний по производству данного оборудования – итальянскую фирму Gamma Meccanica. Эта фирма имеет большой опыт проектирования, изготовления и эксплуатации производственных линий большой производительности как в Российской Федерации, так и в странах СНГ.
Достоинством представленного проекта является гибкая технологическая схема, позволяющая без каких либо временных или других затрат продолжать полноценно технологический цикл при:
- изменении состава и крупности поступающей шихты;
- изменении влажности и других параметров исходных материалов;
- изменении производительности и технических параметров, номенклатуры производимого готового продукта;
- аварийном или плановом выводе части технологического оборудования из технологической схемы и др.
В технологии предусмотрены обходные технологические связи, обеспечивающие бесперебойную работу завода.
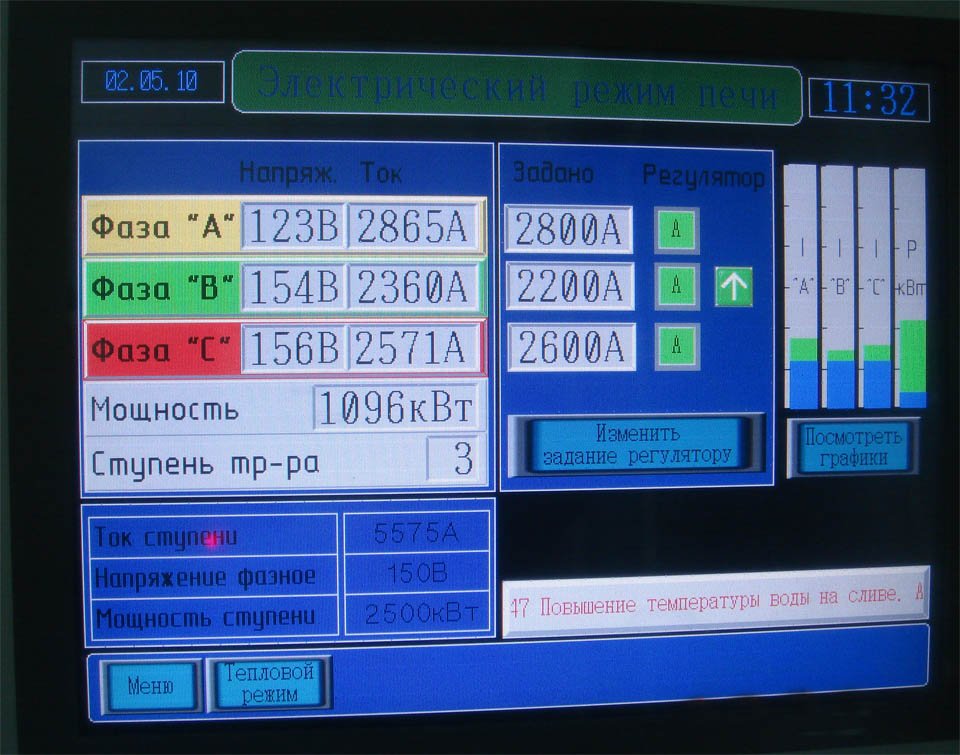
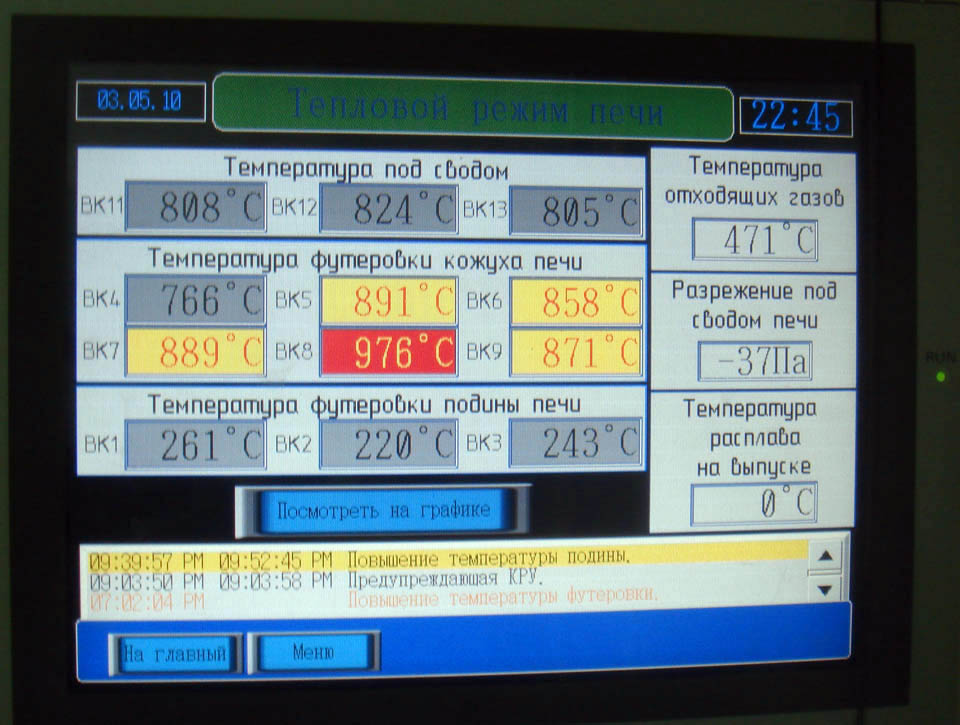
Проектом предусмотрена автоматизация всего комплекса технологического оборудования. Применены современные технические средства автоматизации. Управление процессами осуществляется с помощью промышленных контроллеров ведущего производителя, японской компании “OMRON”. Схема автоматизации позволяет управлять оборудованием с нескольких пультов управления оснащенных промышленными сенсорными панелями оператора. Информация на пультах управления предоставляется в удобной и понятной форме в виде мнемосхем, графиков и таблиц. Система автоматизации контролирует все технологические потоки, технологические параметры и режимы оборудования, осуществляет защиту оборудования от нештатных ситуаций.
Применение автоматизации позволяет повысить уровень безопасности за счет прогнозирования аварийных ситуаций и максимально исключить человеческий фактор.
Проектом предусмотрено дальнейшее развитие системы автоматизации и наращивание АСУ ТП с серверами и рабочими станциями. АСУ ТП позволит добиться большей оптимизации процессов управления, что снизит себестоимость продукции. С внедрением АСУ ТП появится возможность вести автоматизированную статистику и отчетность, появится доступ технических и других служб предприятия к системе, что повысит качество обслуживания и ремонтов.
Одним из основных преимуществ данного проекта является безотходное производство, а именно:
• Твердые отходы производства, такие как: обрезь готовых плит, королек, бракованные плиты, отработанные фильтрующие элементы, пыль от резки и шлифовки плит, пыль из циклонов и фильтров, отсев исходных материалов, отжим продуктов после очистки воды и др. материалы, все повторно используется в производстве. Для этого имеется уникальное решение по переработки отходов. В отделении переработки отходов предусмотрен комплекс оборудования для сбора отходов, их дробления, перемешивания со связующем, получения «окатышей». Окатыши затем сушатся и возвращаются в производственный цикл на переплавку совместно с основной шихтой.
• Система охлаждения оборудования является оборотной. Технологическая вода, вода использующаяся для промывки оборудования и др. поступает на очистку и дальше возвращается в технологическую цепочку. Канализационные выбросы отсутствуют.
Таким образом, решаются вопросы и экологии и экономики.
В газовоздушных трактах после сухих фильтров перед выбросом воздуха в атмосферу через дымовые трубы предусмотрена дополнительная биохимическая обработка в установках АБХУ, позволяющая уменьшить выбросы вредных веществ с концентрацией значительно ниже ПДК.
|  |













 |